近些年来,新能源汽车、储能、通信、数据中心等新兴领域得到了迅速发展,极大地推动了大容量锂离子电池的发展,各个领域对锂离子电池的能量密度提出了更高的要求[1]。
锂离子电池的活性储能材料为正负极材料,提高能量密度的办法对于正极来说就是提高放电电压和放电容量。对于负极材料来说就是高容量和低的平均脱锂电压。以提高能量密度为主要发展目标的第三代锂离子电池中,正负极材料都处于升级换代的阶段[2-3]。今后进一步提高能量密度将朝着采用金属锂负极的电池发展。
因此,计算锂电池中的能量密度显得尤为重要。本文在考虑活性材料和非活性材料的基础上,计算了不同不包括封装材料和极耳的电芯的能量密度。然后计算了圆柱形18650单体的能量密度,根据计算得到预期能量密度,进一步核算电池成本。
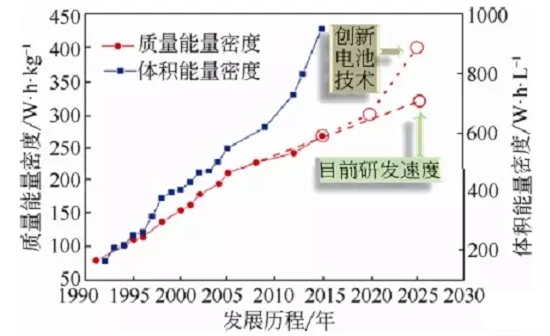
图1 1990-2030年锂离子电池能量密度发展路线图
一、不同负极材料的锂离子电池电芯能量密度计算
正负极材料决定了电池能量密度,但是大部分文献计算能量密度时都是基于单一的活性正极材料质量,部分文献考虑正负极材料的活性材料质量之和,忽略了非活性电池材料的质量,使得计算结果与实际偏差较大。
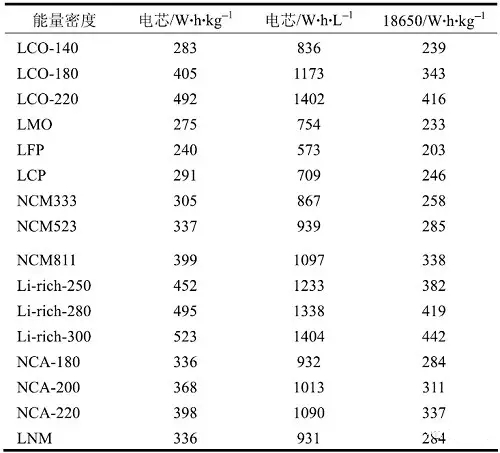
按照文献[4]的计算方法,计算了常见的正负极锂电材料能量密度,其容量和电压如表1和表2所示。最近正极材料的容量正在不断提高,但是与理论值还有较大差距,最高容量的选择没有采用报道中的最高值而是综合考虑技术指标实现的可行性选择表1和表2的数值。达到该值仍有许多问题,如控制体积膨胀、倍率特性、循环特性等。表3给出除去封装材料和引线,封装材料内部的非活性材料的典型参数[4]。
然而,电池形状各异,本工作中的电芯是指不含封装材料和引线的所有其他材料,大部分计算是基于电芯的结果。并且,由于电极涂布的允许厚度、不同形状的电池、非活性材料特征参数对计算结果有某程度上的影响,该表格计算结果与实际电池会有一定偏差,这与电池制造工艺密切相关。
图29(a)-(j)展示了10种不同负极与16中正极材料组合形成的电芯的能量密度的计算结果。图2(i)标明,Li-rich-300对Si-C-2000的电芯体系,所有的电池体系中具有最高质量能量密度584Wh kg-2,以及最高的体积能量密度1645Wh L-1(不包括封装材料和极耳)。
表1 计算所用正极活性物质及其比容量、电压

表2 计算所用负极活性物质质量及其比容量、电压
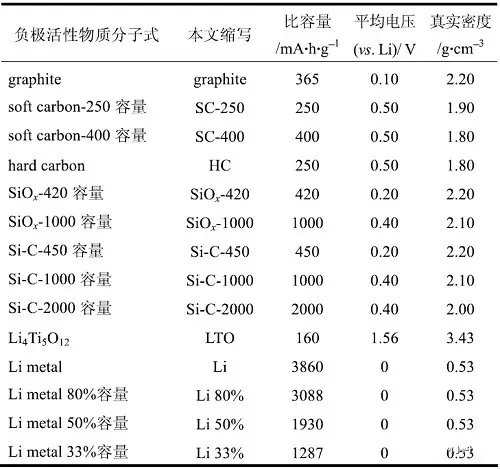
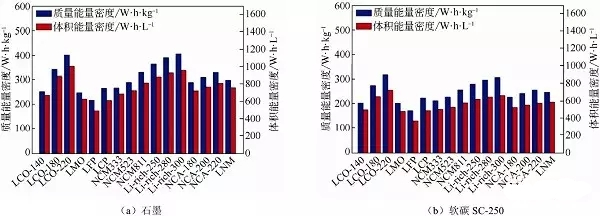
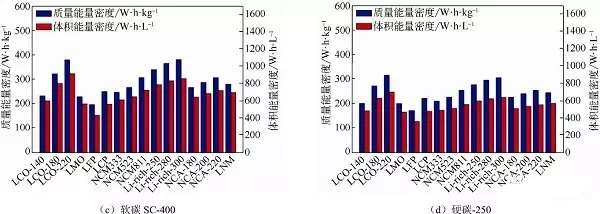
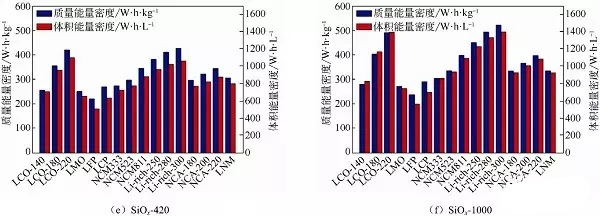
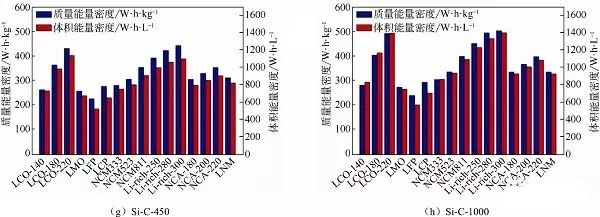
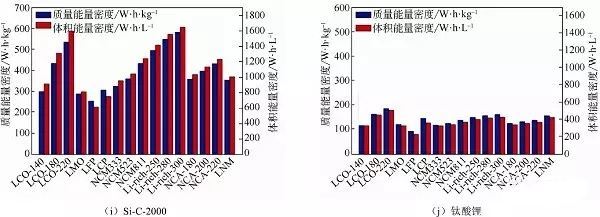
图2 不同负极材料与不同正极材料匹配的电芯能量密度计算(a)石墨;(b)软碳SC-400;(d)硬碳-250;(e)SiOx-420;(f) SiOx-1000;(g)Si-C-450;(h)Si-C-1000;(j)钛酸锂
二、金属锂离子电池电芯能量密度计算
以上计算结果均为负极材料,石墨理论比容量为372mAh g-1[5],目前可逆容量能达到365mAh g-1,高容量轨迹负极材料可逆容量可达到1000-1500mAh g-1。但在脱嵌锂过程中存在较大的体积膨胀和收缩,实际容量难以全部发挥,仅为380-450mAh g-1。相对地,金属锂的理论比容量高达3860mAh g-1,即使利用率33%,也有1287mAh g-1,而且可以充当锂源。然而金属锂有许多诸如锂枝晶、孔洞不均匀生长、与电解液持续副反应、体积膨胀问题、循环过程中界面稳定性等安全问题。
考虑到不同电池中金属锂容量发挥可能性不同,本工作计算了金属锂利用率分别为100%、80%、50%、33%匹配不同正极材料的锂金属电池的能量密度。图3与图2对比,可以看出金属锂容量发挥的时候,相同正极的体系,金属锂离子电池比锂电池有更显著的能量密度。如Li-rich-300正极材料在金属锂作为负极时,能量密度649Wh kg-1,即使发挥只有33%的时候能量密度也有521Wh kg-1。
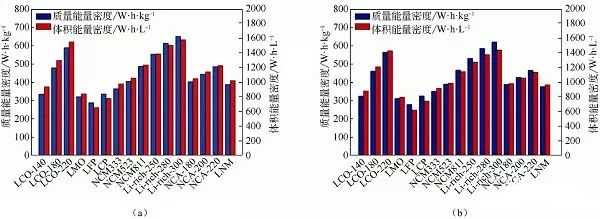
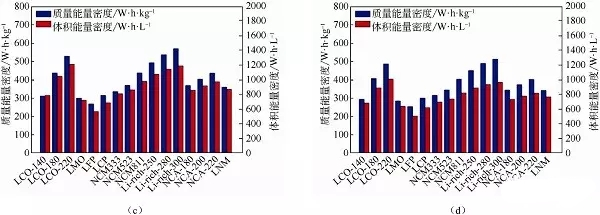
图3 金属锂作为负极的电芯能量密度计算(a)Li容量全部发挥;(b)Li容量发挥80%;(c)Li容量发挥50%;(d)Li容量发挥33%.
三、18650单体电池能量密度估算
考虑上连接的极耳和封装材料,可以计算单体电池的能量密度。表4、5给出松下NCR18650圆柱电池和Prismatic系列软包方形单体电池的性能参数[6]。以NCR18650为例,其极耳以及封装材料占单体电池的质量分数一般为15%-20%。表6总结了锂电池不同负极材料对应电芯最高能量密度以及18650最高能量密度。表7则给出Si-C-1000负极与不同正极材料电芯、单体能量密度,其中LCO-220电芯能量密度为492Wh kg-1,单体能量密度为416Wh kg-1,可以看出由于封装材料所占电池总体比例更多,导致电池的能量密度进一步降低。
表4 松下NCR18560电池性能及参数
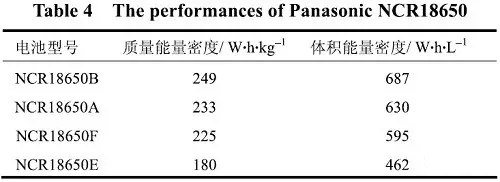
表5 松下Prismastic电池性能及参数
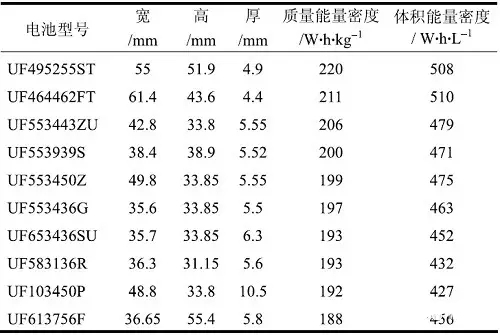
表6 不同负极材料的最高电芯能量密度、最高单体能量密度总结
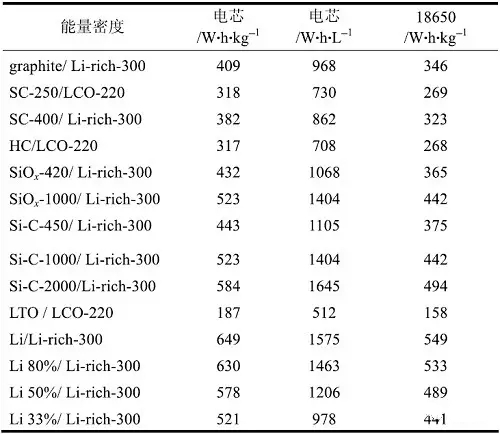
表7 Si-C-1000负极与不同正极材料电芯能量密度、单体能量密度总结
四、电池能量密度与续航里程的关系
续航里程是电动车的核心指标,增加续航里程的最简单方法是直接增加单体电池或电池模块和容量,但是这却会相应增加电池在电动汽车中所占的成本;另一种是在汽车电池包体积或者质量不变的前提下,提升电池的能量密度。
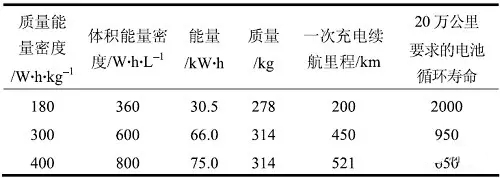
以北汽EV200(整备质量1.290t)为例,百公里耗电为14kWh,电池箱为220L,寿命要求为20万公里。电池的质量能量密度为180Wh kg-1时,EV200标准工况常温下续航里程为200km。循环寿命的估计需要考虑全寿命里程设计要求,每次使用续航里程和寿命末期每次充电续驶里程因素,这样估算20万公里需要的电池循环寿命为2000次;在不提高电动车能量利用效率[10.85kWh/(100kmt)],保持电池包体积不变的情况下,当电池的质量能量密度达到400Wh kg-1时,电动车的续航里程可以达到521km,20万公里要求的电池循环寿命估算值为600次,如果能达到这一技术标准将解决消费者对电动汽车里程焦虑的问题(表8)。
表8 电池能量密度与电动汽车续航里程关系的估算
五、高能量密度锂电池的成本
依据现有产业化的电芯组成和工艺条件,可以大致推算出不同电池电芯原材料成本价格,所用原材料的成本参见表9。均以100Ah容量的电芯为例,图4展示了以硅碳为负极与不同正极材料组成的锂电电芯成本以及以金属锂为负极,富锂,NCM作为正极材料的金属锂离子电池电芯的成本。可以得出电池成本中,正极材料和电解液的成本接近电芯成本的37%-56%,硅碳负极成本普遍接近38%-48%,占电芯成本比重较大。当金属锂作为负极时,富锂,NCM作为正极材料电芯成本分别为0.2元/瓦时和0.29元/瓦时。相比硅碳作为负极,金属锂能量密度更高,成本显著降低。
需要说明的是,电芯材料成本占电池制造成本的60%-70%。以上成本估值还需除以0.6-0.7,才是单体电池的实际成本。从结果上看,金属锂离子电池的成本相对锂离子电池还可以进一步下降到甚至低于铅酸电池的程度
表9 100Ah电芯原材料成本
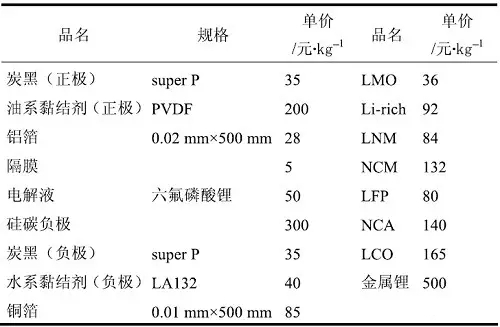
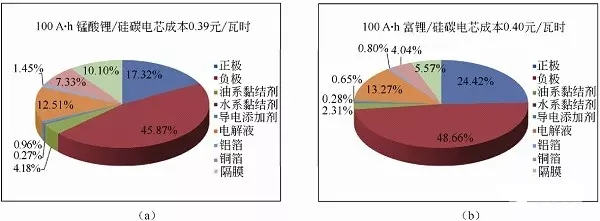
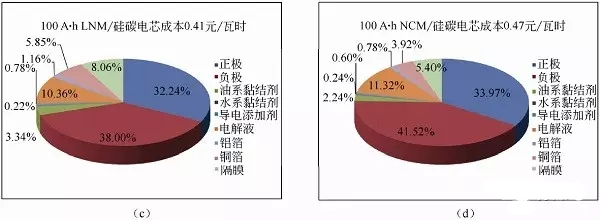
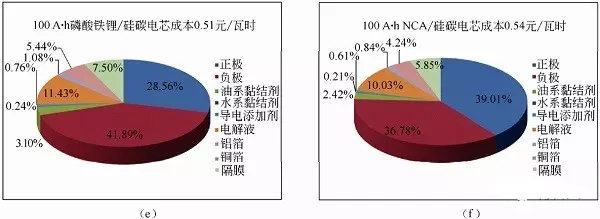
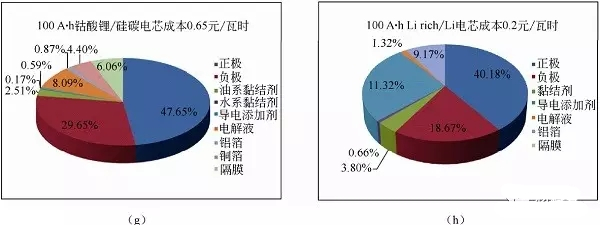
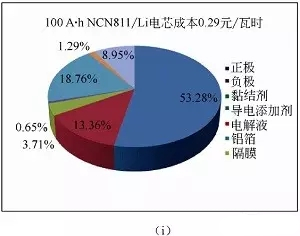
图4 锂离子电池电芯成本估算
六、综合技术指标
电池的应用不仅需要能量密度,还需功率密度、充电速率、循环寿命、服役年限、能量效率、安全性指数、单体电池成本等其他技术指标,电池能否应用取决于某项技术指标能否满足应用的最低要求,称之为电池的“木桶效应”。图5(a)展示不同应用领域主要技术指标的蜘蛛图,图5(b)展示纯电动汽车各个指标期望值与目前实际值的蜘蛛图。目前水平与期望值差距较大,需要开发新的动力电池技术。
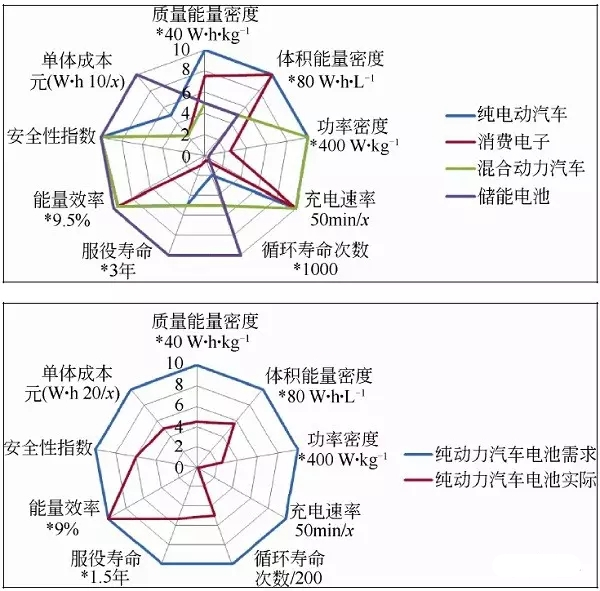
图5 锂离子电池综合技术指标蜘蛛图(a)不同应用领域;(b)纯电动车理想值与实际值
从 1990年到现在,电池实际能量密度的提高主要是提高正负极活性物质在电池中的质量比例,降低非活性物质的质量比。技术方面,目前的确还有可能进一步降低隔膜、Cu、Al 箔的厚度和质量以及封装材料的质量分数,但挑战非常大。选择新的正负极材料体系,成为提高电池能量密度相对更容易的技术选择。从计算的结果可以看出,采用高容量的硅碳负极,富锂锰基正极,18650电池能量密度可以达到442Wh kg-1,相应的电芯价格可以降到0.4元/瓦时,能很好地满足纯电动车对续航以及成本控制的要求。而采用富锂锰基的金属理离子电池的电 芯质量能量密度最高,可以达到 521 Wh kg-1 ,成本可以降到0.2元/瓦时。目前采用液态电解质的可充放金属理电池存在较大的技术瓶颈,主要是金属理与液体电解液的化学与电化学副反应,后续固态电池将有望解决这些难题。需要注意的是,提升能量密度的同时还需满足其它性能指标的要求,这需要复杂艰巨的科学与技术的研究,充满挑战,但又富有强大的吸引力。