随着新能源汽车的普及以及安全事故的频频曝光,汽车动力电池的安全问题越来越受到关注。动力电池内部的杂质、金属颗粒等都有产生动力电池内部短路的可能,从而造成热失控,发生安全事故。这就要求动力电池单体生产中过程控制措施到位,保障单体质量高、避免电池内部杂质混入。锂电池生产对环境因素敏感,现场需要严格控制水分、金属粉尘、温度等。这里主要针对锂电池生产现场的异物管理简单整理总结。
金属异物对锂电池的危害巨大。金属粉尘混入电池特别容易造成电池内部发生正负极短接,这种短路根据电阻大小又可以分为内部短路和内部微短路。内部短路时,短路电阻小,电流较大,充放电过程中直接导致电池开路电压异常,甚至短路放电释放大量热造成热失控。而内部微短路电流较小,电池在长期储存过程中发生自放电,电池日历寿命短,储存性能差。电池中,存在四种内部短路类型,分别为:(1)铜箔-铝箔短路;(2)铜箔-正极材料短路;(3)负极材料-铝箔短路;(4)负极材料-正极材料短路。每种短路类型的性质和热过3程都不相同。
金属异物造成电池内部短路的基本原理有两种过程,如图1所示。尺寸较大的金属颗粒直接刺穿隔膜,导致正负极之间短路,这是物理短路。另外,当金属异物混入正极后,充电之后正极电位升高,3V以上金属发生溶解,通过电解液扩散,然后负极电位1V以下溶解的金属再在负极表面析出,最终刺穿隔膜,形成短路,这是化学溶解短路。电池工厂现场最常见的金属异物有Fe、Cu、Zn、Al、Sn、SUS等。
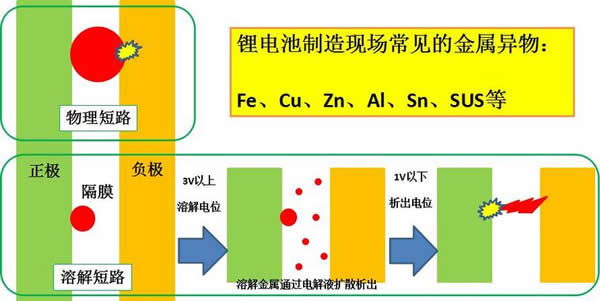
图1 金属异物导致电池内部短路的原理
面对如此复杂的金属异物,制造现场常采取措施防止异物混入电池产品,图2所示。如电极浆料用电磁除铁设备去除Fe等金属杂质,极片分切或模切工序用毛刷等扫除切割毛刺,极耳或涂层边缘贴胶带保护,对容易产生金属屑的工序(焊接)用集尘器吸附异物,等等。在检查中,注液前电池通过耐电压测试检出内部短路不合格品,老化电池通过压降ΔV检出不合格品。除此之外,生产现场的5S和清扫活动也是现场异物管理非常重要的手段。
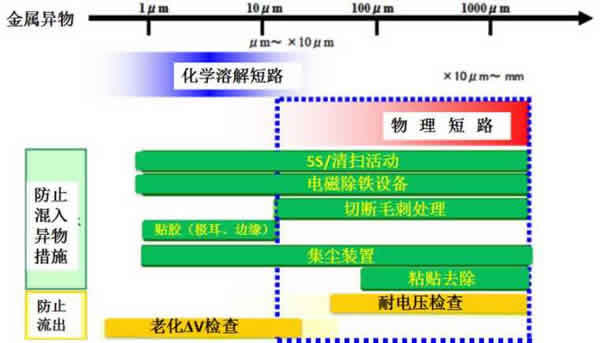
图2 金属异物管理对策
生产现场异物管理基本原则:
(1)不带入: 缓冲区域设置风淋 ,人、材料、设备进入时去除粉尘异物,不将粉尘带入现场。与生产无关的物品金属夹具、工具、铅笔等尽可能不带入。
(2)不产生:内部作业的人,加工的部品材料,设备等尽可能不产生灰尘,异物容易发生的区域禁止保管半成品,正极・负极・隔膜分开保存。机械滑动、接触部分用磁铁消除金属异物。
(3)不堆积:设备或环境产生的灰尘不落在、混入到、堆积在产品上。
(4)除去:及时清除由设备、环境产生的灰尘,禁止其附着、混入、堆积在产品上。
打扫除去粉尘污染是关键的,打扫不是消除污染,而是把污染转移到不同的地方:污染->吸尘器,抹布,水,空气等等 -> 处理,废弃等。
打扫的一般流程(PDCA):
P计划:认识、了解污染,按照污染的种类和性质等等, 要决定 打扫方法。确定要达到的效果和目标。
D实施:根据前面决定的打扫方法实施打扫。
C检查:检查实施结果,将其与制定的目标对比。
A处理:处理,没有达到效果,分析原因,再次制定计划,提出措施和目标。好的方法将其标准化。
因此,第一步我们需要认识污染,污染有三个要素,分别是污染物、被污染物表面性质、两者结合状态,如图3所示。我们要搞清楚以下问题,认识了污染之后,根据污染的特性,我们要选择合适的打扫工具和打扫方法:
(1)污染物的种类是什么,尘土,头发,污垢,污油,污水,材料,(焊接,切削)金属碎屑等;污染的性质是什么,化学成分,形态(气体、液体、固体),比重,大小,重量,形状,亲水性还是疏水性,发生源是什么?
(2)被污染物的表面性质:种类(木板,砖,涂饰,设备),化学成分,亲水性还是疏水性,表面粗度,硬软,形状,要求的清洁度。
(3)结合状态(界面状态):化学结合,静电吸附,范德华力,万有引力,等。
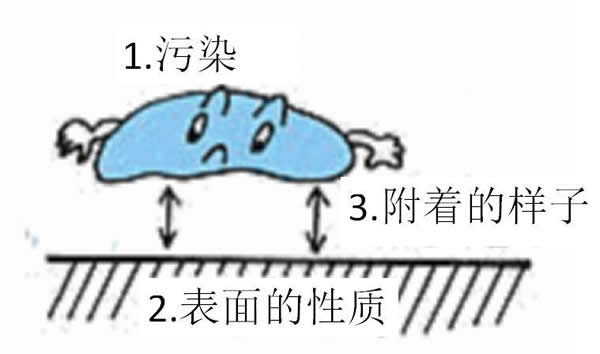
图3 污染的三要素
电池生产制造现场对粉尘要求严格,一般电池都在洁净环境内生产,而人员、设备、材料等总是或多或少会带入或产生粉尘,如何去除很关键。打扫卫生也是一门技术,想掌握也需要培训!
会扫地的可能是高僧。在电池厂,你知道怎么打扫卫生吗?