一、汽蚀现象
汽蚀(Cavitation):流动着的流体由于局部压力的降低产生汽泡,汽泡聚积、流动、分裂、溃灭,从而破坏过流部件的现象。
(来源:掬水月在手弄花香满衣)
汽蚀,也写作气蚀,也有称为空化、空蚀的。水轮机及水泵届习惯上喜欢用汽蚀,主要想表示其气体是液体汽化而成,不同于液体中溶解的气体。
1873年雷诺在理论上预言。汽蚀现象最早发现于1891年,英国高速驱逐舰“达令”号在试航中,发现螺旋桨在较短时间遭到破坏,其后在水泵和水轮机叶片中也发现类似的破坏现象。
汽蚀的危害:汽蚀破坏可使过流部件表面的光洁度降低,严重时局部被侵蚀成连片的、呈蜂窝状的孔洞,甚至变成海绵状态;气蚀破坏可导致设备使用效率降低,甚至损坏,造成的后果和影响很大。另外,在气泡溃灭时,随着产生的压力瞬时周期性的升高和水流质点彼此间的撞击以及对转轮、尾水管管壁的打击,可导致水轮机产生强烈的噪音和震动,甚至会产生共振。
气蚀的类型:根据气蚀发生的部位和发生条件的不同,水轮机的气蚀一般可分为三类。
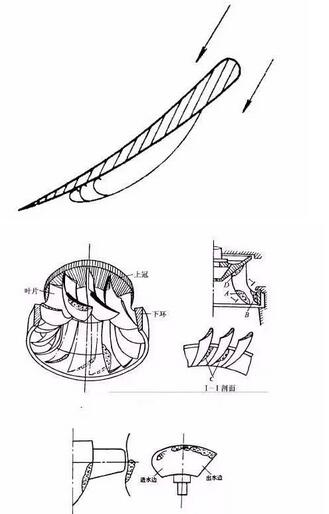

1.叶(翼)型汽蚀:一般指发生在转轮叶片上的汽蚀,它在反击式水轮机中普遍存在。
这是一种由水轮机转轮叶型引起的、发生在叶片背面最低压力区的汽蚀,是反击式水轮机汽蚀中最主要的一种形式。水轮机的叶型汽蚀,取决于转轮叶片的几何形状和水轮机的运行工况。水流进入反击式水轮机转轮时,转轮叶片的正面与背面之间存在压力差。若以大气压力来进行比较,一般情况下,叶片正面为正压,背面为负压力。当叶片背面的负压力低于水的汽化压力时,叶型汽蚀就可能发生。通常靠近叶片出水边的背面负压最大,在此最容易发生汽蚀破坏。

2.间隙汽蚀:当水流通过水轮机某些狭小的通道或间隙时,若其局部的流速升高和压力降低到一定程度时,将产生此种汽蚀。
水轮机的间隙汽蚀,通常发生在轴流式水轮机转轮叶片外缘与转轮室间、转轮止漏迷宫环间及所有可能因间隙存在而使水流速度过高产生压力降低的部位。对于水斗式水轮机,间隙汽蚀主要发生在喷嘴内腔与针阀间等部位。
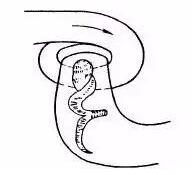
3.空腔汽蚀:反击式水轮机在偏离最优工况的部分负荷运行时,转轮出口的圆周速度分量会使水流旋转,在转轮出口处出现一条螺旋涡带,涡带中心形成很大的负压。这种涡带一般是以低于水轮机转速频率在尾水管中旋转并周期性地撞击到尾水管的边壁,造成强烈振动与噪声,尾水管进口段的边壁也可能发生汽蚀破坏,这种现象称为空腔汽蚀。
局部汽蚀:这是一种由水轮机过流表面凹凸不平引起脱流而产生的汽蚀。局部汽蚀多由水轮机铸造和加工缺陷及局部结构不光滑引起,如桨叶、吊孔、限位销及螺钉孔等部位。
预防和减轻汽蚀损坏的主要措施有:
1.正确进行水轮机转轮的设计,减小水轮机汽蚀系数。
2.提高制造质量,保证叶片的几何形状和相对位置正确,注意表面平滑光洁。
3.采用抗汽蚀材料,减轻汽蚀破坏如不锈钢转轮。
4.正确确定水轮机的安装高程。
5.改善运行条件,不使水轮机长期地在低水头和低负荷下运行。通常不允许水轮机在低出力(如低于50%额定出力)下运行,对于多机组的水电站,要避免单机长期低负荷和超负荷运行。
6.及时检修,并注意修补焊接的打磨质量,避免汽蚀破坏的恶性发展。
7.采用补气装置,向尾水管中送入空气,消除可能产生汽蚀的过大真空。
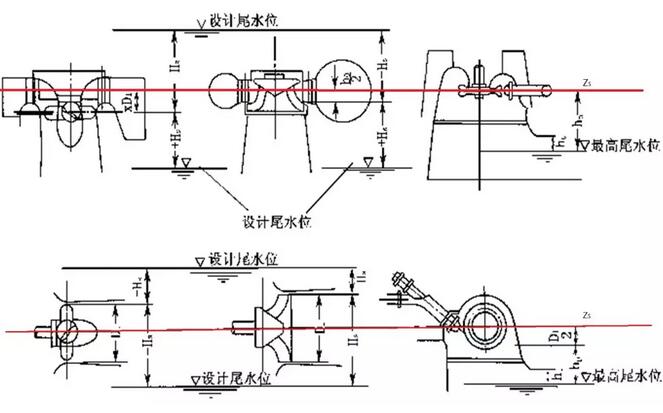
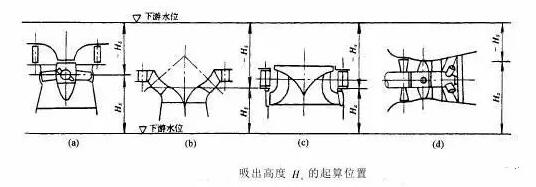
二、吸出高度
吸出高度是水电厂下游水位至水轮机转轮中压力最低点K的距离,但K点的具体位置很难准确定出,工程实践中通常进行如下规定:立轴混流式水轮机空蚀危险点在转轮叶片出口与下环交点平面上,卧轴混流式水轮机在尾水管弯段最高点(转轮叶片最高点)上,立轴轴流式水轮机在转轮叶片中心线高程上。
三、水轮机安装高程
水轮机安装高程决定了整个厂房的高程,它的确定是水电厂设计中比较重要的环节,它与水电厂水轮机设备运行特性、使用寿命及工程造价等关系十分密切,必须结合工程的具体情况,通过技术经济比较后来确定。
水轮机安装高程,立轴反击式水轮机是指导叶中心线的海拔高程,立轴冲击式水轮机指喷嘴中心高程,卧轴水轮机是指主轴中心线的海拔高程,卧轴水轮机的基准点为主轴中心高程。