1.4 海上升压站施工方案
220kV 海上升压站共有 3 部分组成: 桩基础、导管架和上部组块 (包括包括层间设备房和直升飞机平台等),上部结构采用整体安装。
风电施工简介,升压站!" src="http://www.sgcio.com/uploadfile/2018/0403/20180403101325817.jpeg" style="width: 600px; height: 628px;" />
典型升压站结构
1.4.1 国内建造安装
海上升压站的施工流程为: 钢结构加工与制作→电气设备安装→导管架沉放→钢管桩沉桩→灌浆施工→上部平台整体安装。
1)基础施工
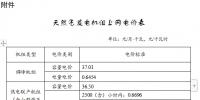
海上升压站工程的基础沉桩施工可采用风机基础沉桩施工类似, 导管架沉放工艺可以参照四桩桁架式导管架的沉放工艺。具体施工作业流程可参见下图。
风电施工简介,升压站!" src="http://www.sgcio.com/uploadfile/2018/0403/20180403101416222.jpeg" style="width: 245px; height: 639px;" />
导管架+管桩基础结构施工作业流程图
2)升压站上部组块制作施工
升压站工程的施工重点和难点在于上部组块的建造与安装, 其上部组块结构类同于海上石油类钻井平台上部组块结构, 因此,可参考成熟的钻井平台上部组块结构的施工方案进行考虑。
根据类似工程实际的操作模式, 为尽量减小现场的安装次数、 避免现场焊接所可能造成的质量缺陷, 同时减少海上设备安装调试时间, 海上升压站上部平台宜采用陆上总装的方式,将各层结构分层预制拼装, 在相应安装层完成后进行其层面上电气设备的安装工作,最终形成可整体出运的上部组块(包括电气设备)组合体。
上部组块组装工艺可参见如下:
上部组块组装工
施工程序简述如下:
1) 平台码头前沿组装
上部平台采用分片预制,整体组对。
第一步:水平片车间分片预制
在焊接加工之前钢结构加工单位应编写详细的焊接工艺程序,焊接工艺评定中必须给出详细的焊接信息、 焊接要求、焊接程序鉴定报告及其他所有相关信息。 焊接程序鉴定报告应包括 (但不限于) :焊接工艺、 焊接方法、焊接位置、 槽口几何形状和详细信息、电特性、原材料、焊接材料、采用的相关规范与技术要求等。焊接环境要求:应在室内进行,且焊接环境温度应大于 0℃(低于 0℃时,应在施焊处两侧 200mm 范围内加热到 15℃以上或再进行焊接施工),相对湿度<90%,且焊接工作区必须采取适当的措施防风雨。
如在室外作业,出现下列情况其中之一不得进行,否则应采取相应措施。
① 风速超过规定;
② 雨雪天气;
③ 温度小于零度;
④ 相对湿度> 90% 。
若钢板由于运输、存储及轧制、冷却等环节而发生波浪、整体弯曲、局部凸起、边缘折弯等变形,影响切割、卷筒质量时,在切割前必须进行矫正。对所有焊缝均应进行外观检查。焊缝金属应紧密,焊道应均匀,焊缝余高小于3mm,焊缝金属与母材的过度应平顺, 不得有裂纹、 夹渣、气孔、未融合、未焊透、 焊瘤、弧坑、根部收缩、和烧穿等缺陷。
每个施工工序都应进行严格质量检查,并对钢管桩焊缝 100%进行超声波探伤(UT)检测。在超声波探伤不能对缺陷作出判断时,必须采用 X 射线探伤( RT),所有焊缝的 T 型接头应进行 RT 探伤。
经 UT 或 RT 检测的焊接接头,如有不允许的缺陷,应在缺陷清除后进行补焊,并对该部分采用原检测方法重新检查直至合格。探伤工作应在焊后 48 小时后进行。同一部位返修不得超过两次。
焊缝强度不低于母材强度,同时为了满足低温环境的需要,焊缝和热影响区比 V 型缺口冲击功满足《低合金高强度结构钢》 (GB1591-2008)的要求,不低于 34J。
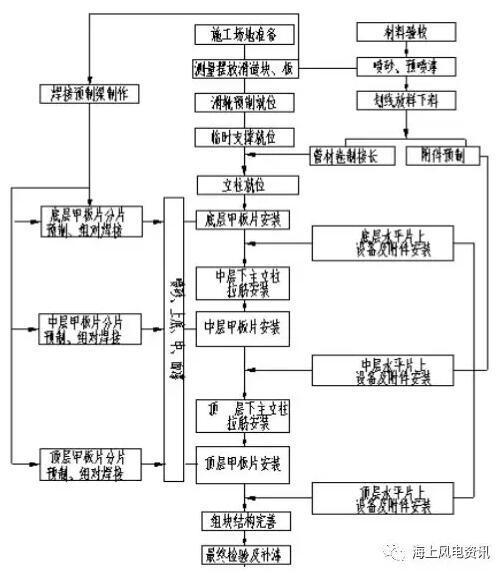
第二步:底层 4 根立柱就位
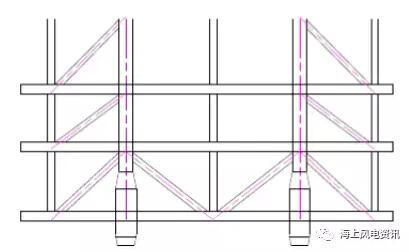
底层四根立柱为整体钢结构构件的支撑性主体,需要采取专用措施进行固定与定位,参照同类型大型钢结构件在支撑性主立柱结构的方式, 可采取设置底部定位工艺导向桁架的辅助措施以准确定位和固定主立柱结构。 工艺导向桁架将承担立柱临时固定、 精确定位和垂直度调整的措施。

上部组块组装示意图
第三步:底层水平片安装就位
底层水平片可根据不同分层上立柱的布置情况, 分部位进行预制, 以与主立柱接触的分片体为主要控制性部位,先期制作、先期安装,以形成底层骨架结构,然后可进行底层内主要上立柱的安装、 焊接工作,在主要网架节点完成后, 应根据底层各设备布置的要求,分批、分部分进行不同种类设备的安装工作, 对于需要前期调试的特殊设备, 应先期完成调整工作。在主要大型设备完成安装后,进行斜撑、管路与附属设施的布置安装工作。
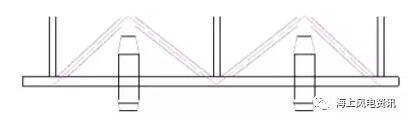
上部组块组装示意图
第四步:二层水平片安装就位。
二层水平片内各分片结构的预制与焊接组合顺序可参照底层水平层的顺序施工。 因主变设备放置在本层内, 因此各分片结构的安装与焊接工序还要满足主变设备先期放置调整的时间先后需求, 本层为整个上部组块结构的重点内容, 需要根据各重要设备的安装调试需求合理规划各分片、立柱等结构的施工工序。
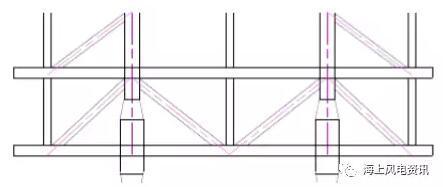
上部组块组装示意图
第五步:三层水平片安装就位。
三层内各水平片结构的安装施工与二层各分布基本一致, 因本层同样会有大量电气与通讯设备的安装调试工作, 因此各水平分片、 立柱等结构的组合焊接应该以满足设备安放、调试等工作为主要控制性要素,各工序的施工遵循设备厂家的建议执行。
上部组块组装示意图
第六步:四层水平片安装就位。
四层属于升压站上部整体组块中最顶部的结构封闭层, 没有立柱等层间结构, 因此组合与焊接的难度较低,各分水平片结构以下一层主柱 /分立柱为主要控制性部分分别组装焊制形成整体网架结构后, 再进行小片部位的拼装整合工作, 最后进行附属构件、 管路等设施的施工
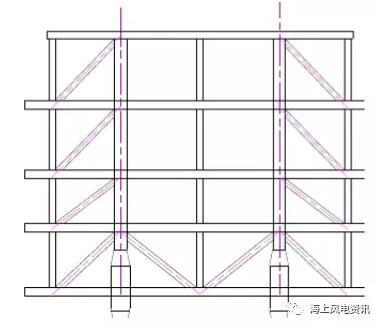
上部组块组装示意图
第七步:零星附属结构安装
第八步:附属设备与仪表的安装施工、调试
第九步:单机调试、联合调试
第十步:舾装、涂装施工
对于普陀 6 号海上风电场 2 区工程,海上升压站上部平台包括钢结构体与内置的电气设备组块。其中,电气设备应采用可靠性高、体积小的成套电气设备,包括主变、 GIS、开关柜、接地变电阻柜、柴油机、低压柜、二次柜、蓄电池、动补、暖通、给排水等设备。整体运输与安装尺寸约为 35m×32m×17.5m,整体重量约 2000t。
3)升压站上部组块海上运输与安装升压站上部组块装船
目前大尺寸、 超重量的海洋工程结构组块大部分属于海洋石油类设施, 此种设施体形庞大,重量多超过 5000t 级,采用滑道滑移装船的方式,滑移装船过程中,需要不断对驳船进行调载, 使驳船顶面与滑道处于同一高度上。 此种装船运输方式多与结构组装调试方案所选用的场地设施能力、 组块预估生产周期、 施工能力等条件相关联, 根据对国内主要海工结构大件物资的调研分析,对于海上升压站上部组块这样的 3000t 级以下组块结构,因其重量相对较轻, 尺寸面积相对有限, 可采用大型的起重类船只进行陆-水浮式起重吊装的模式, 不仅施工费用相对较低, 同时对安装调试所配套的场地设施资源要求较低, 使用时间短,因此,可采取起重船陆-水浮式起重吊装的模式进行升压站上部组块的装船工序。
2) 运输船只规模选择
运输用船舶应尽量保证升压站上部组块的整体边界在船舶型宽范围内, 尤其应保证底部四根主柱位置在船舶型宽有效范围内。 同时,为保证船舶运输过程中横纵倾角尽量降低,船舶长度宜不小于 100m,综合对运输船舶尺寸数据的要求并参考同类海工结构组块实际选用运输船舶的情况,可考虑选用 5000t 级甲板运输驳船进行运输。
海上运输条件复杂,升压站组块为大尺寸、超重量的构件,运输过程中受天气、海况等影响较大, 船身可能出现横倾晃动的危险, 因此需要根据升压站尺寸与重量等条件, 统筹规划生产基地, 选择有利的天气时机, 并对运输船舶增加临时辅助固定装置, 降低运输过程中的风险,增加运输过程中的可靠性。
3) 起重船只规模选择与起吊方案规划
升压站上部组块的起吊方案是整个升压站施工的重点, 因上部组块各层中布置的设备重量与位置不一致, 使各层块重心与形心的位置无法统一, 最终导致整个上部组块的整体重心与形心无法统一, 单纯采用单点起重的起吊方案将无法实现不等重心形心结构的安全起吊,结合类似海工组块的起吊方案设计, 并根据升压站上部组块的特点, 起重吊装方案可考虑如下:
① 分层设置吊点
针对每层结构构件和布置设备的情况, 分别计算不同结构分层的形心和重点位置, 并根据相应数据设置起吊吊点和钢丝绳参数等内容。
② 单层至整体组合计算
在完成各单层起吊方案的规划设计后, 应结合各单独层的起重需求并考虑主变设备布置在组块中上部的特点, 合理考虑整体部件起吊点的布置原则, 通过调整钢丝绳长度、 变更起吊点位置以调整吊距等措施, 将整体组块的起吊中心和重点尽量保持在组块中部偏下的位置,降低吊装过程中受外力影响所出现的倾覆力矩。
③ 设置上部吊架
上部吊架的设置将可合理调整各层重心和形心不重合的问题, 因此将所出现的不平衡力矩问题转移至吊架上进行调整, 此为重大件物资中常用的起吊辅助装置, 根据此类临时装备的调研,其重量多在 100~150t 左右,尺寸可根据起吊物件的特征和需要调整力矩需求进行调整。
起重方案的规划设计是整个升压站工程施工的重点和难点问题, 受限于普陀 6 号海上风电场 2 区工程主要设备等参数尚未确定,关于起重方案的设计目前还限于方案规划阶段,应在设备招标确定后, 根据具体参数及施工单位起重设备情况进行起重方案的具体设计工作。
起重船规模的选择主要受上部组块起吊重心位置、 起重机吊幅条件、 起重重量等参数控制,国内目前的“风范”号( 2400t 级),“奋进”号( 2600t),“大力”号( 3000t级)等起重船均可满足海上升压站上部组块的起吊工作,船机设备可选余地较大。
4)升压站上部组块海上安装
经过对国内外海上大型平台安装方法的调研,主要安装方式有以下两种:
① 浮托法
浮托法是海洋石油工业上针对大型组块海上运输和安装的一种方法。 即大型整体组块在陆上大型钢结构生产基地临港滑道上建设完成, 通过可调载的大型驳船, 驳船甲板上放有与陆地滑道相对立的滑道, 用绞车将组块拖拉到驳船上设计的定点位置, 然后运输至安装位置,通过运输船只调节压载水舱的水量和潮位变化条件, 使船只稳步下沉将上部整体组块安装进基础连接套管内,完成上部组块的整体安装工作。
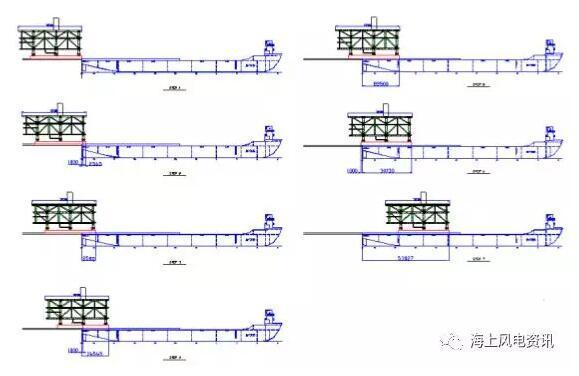
整体组块滑移装船示意图