光伏组件出故障 想要返修怎么办?
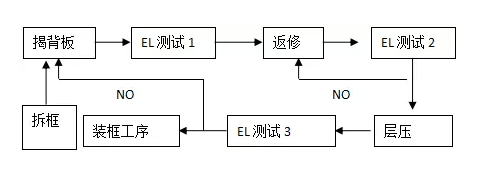
包括以下步骤:
1)拆除组件边框;
2)使用返修加热台对组件进行加热;
3)揭开背板;
4)使用电致发光测试仪对组件进行测试;
5)清除碎裂的电池片;
6)裁切 EVA ;
7)更换碎裂的电池片;
8)修补胶坑;
9)使用电致发光测试仪对组件进行测试;
10)层压返修组件;
11)使用电致发光测试仪对组件进行测试;
12)将测试合格的组件进行装框。所述方法能够快速、准确的修复碎裂的电池片,确保太阳能电池组件的质量和使用性能。
技术背景
众所周知太阳能电池的工作原理是利用了光电效应:当太阳光照在半导体 p-n 结上时,形成新的空穴 - 电子对,在 p-n 结电场的作用下,空穴由 n 区流向 p 区,电子由 p 区流向 n 区,接通电路后就形成电流。
太阳能电池组件是由钢化玻璃、电池串、背板通过 EVA 在高温下粘合在一起形成的。太阳能电池组件封装用胶膜是以 EVA 为基料,辅以数种改性剂,经成膜设备热轧成薄膜型产品。该产品在太阳能电池组件封装过程中受热,产生交联反应,属热固性的热熔胶膜。固化后的胶膜有相当高的透光率、粘接强度、热稳定性、气密性及耐老化性能。组件在经过 EVA 层压后可能由于人为或设备造成其中电池片碎裂。由于整块组件是电池片串联结构,碎裂的电池片会影响整块组件的发电量。因此,层压后的组件如果有碎裂的电池片必须进行更换,即返修,才能正常使用。
在太阳能电池组件返修过程中会使用 EL 测试仪,又叫做电致发光测试仪,可以清楚地显示组件中的裂片(包括隐裂和显裂)、劣片及焊接缺陷;进而改进工艺,提高组件质量,赢得长远利益。被认为是太阳能电池生产线的“眼睛”;可以及时发现生产中存在的问题,及时排除,从而提高平均效率,提高效益。
对操作人员的要求
1)熟悉设备安全操作规程,能正确使用设备。
2) 设备使用过程中严格执行日常维修与保养。
3) 操作工人应坚守岗位,做到“三好”、“四会”,并遵守“五项纪律”
4) 严格按设计图纸、工艺文件、按技术标准进行生产,并进行记录。
岗前准备
安全防护措施
套袖:穿夏装揭背板时避免加热层压机烫伤手臂
橡胶手套:揭背板时高温,防止烫伤双手;壁纸刀铲片时可能碰到手,减少伤害。
工艺装备
表1

材料
EVA、电池、背板、焊带、助焊剂、酒精、木纹胶带。
产品/在制品生产环境
环境温度:20℃-35℃;相对湿度:70% 以下。
操作步骤
一种太阳能电池组件的返修方法,其特征在于包括以下步骤:
第一步,拆除太阳能电池组件的边框,并将组件上的硅胶擦拭干净;
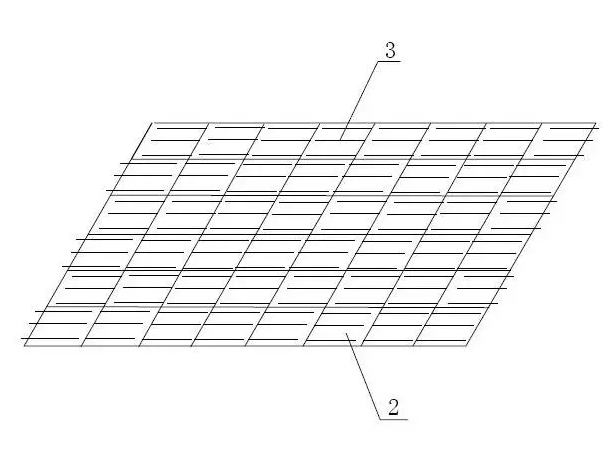
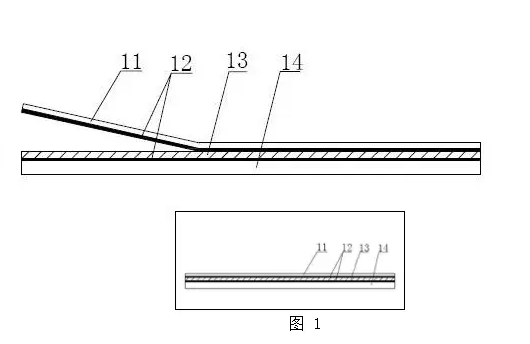
图1是本方法中去掉边框的太阳能电池组件的结构示意图其中:1、太阳能电池组件 11、背板 12、EVA 层 13、电池片 14、玻璃 15、边框 2、碎裂的电池片 3、焊带。
第二步,参考组件所附的不合格信息(由车间技术人员判定出具),确定返修内容,指定返修计划。
第三步, 返修不需要内部处理的组件(如背板划伤、边缘杂物等)。
1)首先两人平抬组件放入返修加热台上,搬运时规格较大组件下面应带有支撑铝材,防止组件弯曲,产生隐裂。注意加热平台上不粘布上是否存在有异物,确认后合盖,开始加热.
2)加热结束后,待EVA充分熔化,由几人合作在加热台上揭开背板。用刀尖或尖嘴钳揭开背板一角,然后用力将背板迅速揭开。揭背板过程中应避免组件大幅度弯曲,以免在揭背板的时候产生隐裂,可让人按住组件另一端。对于难揭开组件,可以用壁纸刀在背板上轻划一道,将背板分条揭。
3)揭开背板后的组件经过晾置冷却至室温后,对组件进行EL测试。
4)确保组件无碎片及外观符合组件检验标准,重新铺一层EVA和背板(和原组件材料保一致),用木纹胶带固定好引线。如过程中出现碎片再按照本文件中的进行操作。
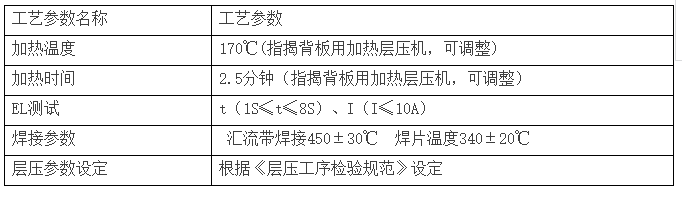
第四步,将拆除边框后的组件放置到返修加热台上进行加热,设定返修加热台的工艺参数,加热时间 120-180s,加热温度 150-180℃。搬运时小心,避免磕碰组件,并清理组件表面的异物,然后关闭返修加热台的盒盖。
第五步,加热结束后,使用工具将组件上的背板揭开,几个人合作在加热台上揭开背板,用尖嘴钳揭开背板一角,然后用力迅速将背板揭开,揭背板过程中应避免组件大幅度弯曲以产生隐裂。对于难揭开的背板,可以使用壁纸刀在背板上轻划一道,将背板分条揭开。
第六步,揭开背板后的组件经过晾置冷却到室温后,使用电致发光测试仪对组件进行测试,将测试结果显示碎裂的电池片进行标注;
第七步,清除碎裂的电池片
1)首先用壁纸刀沿问题电池片外侧EVA切开,避免铲片时伤到附近电池片。
2)将问题电池片背面焊带用壁纸刀挑开。
3)为了防止铲片的过程中产生的电池片碎渣粘到组件其它位置,可以用木纹胶带粘在焊带位置。
4)将电池片铲下,避免伤及临片,避免用手、肘按压其他电池片,以免产生碎片。
第八步,按照所清除的电池片的大小,裁切大小合适的 EVA 铺到去除电池片的地方;
第九步,选择相同等级、颜色、规格的电池片放到第六步中重新铺设的 EVA 上面,并使用焊带与旁边的电池片进行焊接;
第十步,检查整块组件是否存在在揭背板过程中形成的胶坑,如果存在,使用合适的 EVA 块进行修补;
第十一步,使用电致发光测试仪对更换好电池片的组件进行测试,检查是否合格,如果不合格重复以上第五步至第八步,如果合格继续以下步骤;
第十二步,对于第九步测试合格的组件,重新铺设一层背板并使用层压机对返修后的组件进行层压,层压机的层压工艺为,层压温度 145℃ -150℃,抽空时间 210s-330s,层压时间 450s-630s,压力101.3KPa;
第十三步,使用电致发光测试仪对层压后的电池片组件进行测试,对于测试合格的组件进行装框,对于不合格的组件重复以上第二步至第十二步;
第十四步,对测试合格的组件进行装框。
工序加工过程控制要点
1) 揭背板时避免组件变形过大出现隐裂。
2) 组件揭背板后、返修后、层压后都要进行EL测试,检查返修质量。
3) 将问题部位处理后,以层压后看不出返修痕迹为目的。检测修好组件避免有未发现的问题。
工艺流程
工艺参数
特殊问题解决方法:
1)对于裂片,隐裂,无效片,若片数较少(整个组件较少或是一串上只有一两片)则采用拆片换片法。即拆掉有问题的电池片,换上瓦数与组件相匹配的电池片。若一串上有大量的有问题的电池片,则拆下整串电池片在模板上应用拆片换片法,再重新排版。(注意电池片正负极,不能焊反)
2)对于虚焊片,若电池片背面虚焊则直接用烙铁手工焊好即可,若电池片正面虚焊则需要把虚焊的电池片拆下来,在模板上用烙铁焊好,再焊回原处。(注意:虚焊一般情况下会出现在电池片正反两面,需返修操作员仔细检查。)
3)对于露白电池片,也可按虚焊片处理。
4)对于短路,一般情况分为整串短路和单片或多片短路两种情况。整串短路主要是排版错误的情况多一些,只需把相关的短路串拆掉调整正负极重新焊好即可,焊接时注意串与串的间距。单片或多片短路很有可能是虚焊或者露白所造成的,这要求返修操作员仔细检查,再根据不同情况去处理。
5)对于间距不合适的组件,则需要把相关串拆掉,调整好距离,贴好胶带后重新焊接好即可。
本方法的优点
采用上述技术方案所产生的有益效果在于:本方法一种太阳能电池组件的返修方法,主要是对层压后的太阳能电池组件进行返修,主要有以下三个优点。
优点一:本方法中的返修工作台的工艺参数,加热时间 120-180s,加热温度 150-180℃,可以让背板与电池片更容易脱离,提高了返修速度,同时延长设备的使用寿命。
优点二:本方法中三次使用电致发光测试仪进行测试,对组件进行有效监控,更好的减少了组件碎裂电池片的产生,能够及时检测出碎裂的电池片,提高了太阳能电池组件返修的质量。
优点三:本方法中的返修后的组件的层压参数可以对返修组件进行合理层压,减少隐裂产生,进一步提高了组件的质量。
综上,所述方法能够快速、准确的修复碎裂的电池片,确保太阳能电池组件的质量和使用性能。