平车冲击座铆钉松动缺陷的分析与改进
邹长青
(中车长江车辆有限公司株洲分公司,湖南株洲412003)
摘要:平车生产过程中冲击座与端梁的下部两铆钉松动的质量缺陷达到48%,铆焊交车工序返工工作量大,成为制约生产的难点。本文提出一种在端梁中部缺口预留工艺筋的方法,从能耗、效率、劳动强度各方面均有明显改善。
关键词:平车;冲击座;端梁;铆接
DOI:10.16640l j.cnkl.37-1222l t.2018.10.0 39
1 平车冲击座传统铆接工艺
1.1 端梁组成基本结构
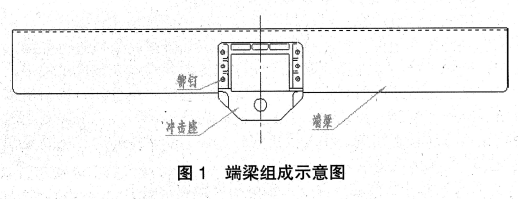
端梁为Q450NQRl高强度耐候钢,倒”U”型开口结构,冲击座为C级钢,封闭的回形结构.用六个铆钉20*60进行热铆连接。如图1所示。
1.1.2铆接标准简介
TB/T 2911-2016铁道车辆通用铆接技术条件。
钢质普通铆钉热铆时,铆钉加热温度为800-1100℃,铆接过程温度不应低于500℃,铆钉装入铆钉孔时,应去除氧化皮,过烧的以及有裂纹、气孔的铆钉不应使用。
2冲击座与端梁铆钉松动原因分析
2.1 铆接不良造成铆钉松动
2.1.1铆接温度不合要求
主要表现为终铆温度过高。操作工为了追求效率,在进行铰孔作业的同时就开始铆钉加热。当进行铆接时,铆钉温度一般已加热到1100℃左右。当铆接完后终铆温度过高,从而降低了顶杆的压应力,铆接件不能充分压紧,铆钉出现松动。
2.1.2铆接孔径不合要求
为了消除制作误差对铆接的影响,冲击座及端梁来料孔径比图样尺寸略小,铆接前需要对冲击座、端梁进行铰孔。铰刀与工作面保持垂直状态时进刀较困难,效率低。操作工在铰孔初始阶段往往会有一个上下左右的摇摆动作,以提高工作效率。这就造成铆钉孔并不是规则的通孔,变成一个锥孔。如图2所示。
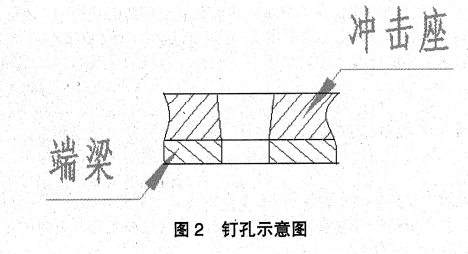
铆钉是从孔径较大的冲击座往端梁方向穿入的,镦头在端梁侧。铆接时,钉头处顶杆在轴向压力下不能完全填满钉孔。试验铆钉从端梁侧穿入,顶杆能填满钉孔,但镦头边缘明显缺肉。
2.2外力造成铆钉松动
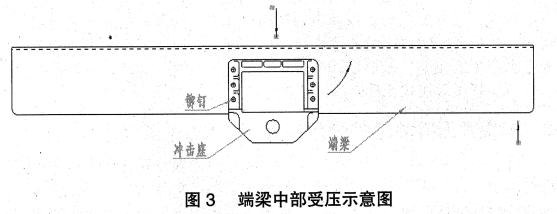
在底架组装工序,当中、侧梁牵引梁上翘下垂不一致时,端梁组成与中、侧梁需强力装配。如图3所示,当侧梁较高,而中梁较低时,组装端梁组成需将中部强力下压以使端梁与中梁上奚面贴合,此时,在下压力及侧梁对端梁的支撑力作用下,铆钉受剪切及拉伸而铆钉孔壁单侧受到积压。铆钉及钉孔出现变形,当压力消除后该变形并不能得到完全恢复,从而产生铆钉松动。
当侧梁较低而中梁较高时,需要将侧梁端头上顶至与端梁密贴,去除外力后侧梁会对端梁两端产生一个压应力,铆钉也会受到一定的剪切力。
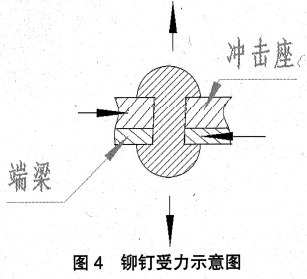
当底架出现端梁高低差超差及牵引梁上翘下垂不合格时,需要对端梁两端下压或上抬。矫正变形的基本准则是矫枉过正,过大的调校量造成端梁相对冲击座出现明显位移(见图4所示).冲击座下部两铆钉及相应的钉孔壁产生明显变形,当压力去除后变形不能得到消除,铆钉松动,而在中部及上部铆钉位置位移相对较小,铆钉不易松动。
3工艺试验
为了避免调校过程铆钉受剪切力而松动,在平车生产时进行了相应的工艺试验,冲击座与端梁焊连加固。调校后,焊缝未裂开时铆钉不等,焊缝裂开时铆管100%松动。
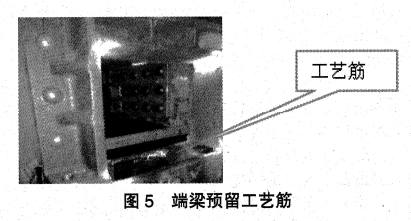
进而试验在端梁上预制工艺筋的方法,利用工艺筋来减少调校过程中端梁与冲击座的相对位移(见图5所示),使得下部两铆钉在底架调校过程中不受力或少受力,从而杜绝铆钉松动。
4达到效果
端梁预留工艺撑的工艺方法通过在公司平车生产中全面推广应用,并取得了如下效果。
质量提高:原有冲击座下部两铆钉松动的惯性质量问题得到根治。
效率提升:原铆钉松动的返工工作需要三人协同进行,且返工一台车需要一小时左右。此方法的工艺撑去除时间每台车只需要数分钟。
参考文献:
[1]严隽耄.车辆工程[M].北京:中国铁道出版社,1991
作者简介:邹长青(1972-),男,湖南株洲人,中技,冷作工高级技师,主要从事铁道车辆车体制造及钢结构装配的工艺服务。



